§ 22. Технология опиливания заготовок из металла и пластмассы.
§ 22. Технология опиливания заготовок из металла и пластмассы
Опиливание — это срезание с заготовок небольшого слоя металла (припуска) с помощью напильников для получения точных размеров, указанных в чертеже.
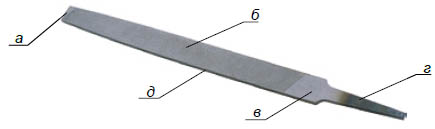
Напильник– это многорезцовый режущий инструмент, изготовленный из специальной инструментальной стали (рис. 1).
Рис. 1. Строение напильника: а – носок; б – рабочая грань; в – пята; г – хвостовик; д – ребро
На его поверхности выполнены насечки в виде большого количества маленьких зубцов, каждый из которых имеет форму клина (рис. 2).
Рис. 2. Схема режущей части напильника
При движении по поверхности заготовки каждый зубец напильника действует как резец, снимая при этом с нее слой материала.
Напильники различают по форме поперечного сечения, виду насечки, числу зубьев насечки на 10 мм длины, длине рабочей части.
1. По форме поперечного сечения напильники бывают плоские, полукруглые, квадратные, трёхгранные, круглые, ромбические и ножевые (рис. 3).
Рис. 3. Виды напильников по форме поперечного сечении и примеры их применения: а — плоский; б — полукруглый; в — квадратный; г — трёхгранный; д — круглый; е — ромбический; ж — ножевой
2. По виду насечки напильники могут быть с одинарной, двойной и рашпильной насечками (рис. 4). Каждая насечка — зуб напильника — имеет форму клина (клиновидную форму имеют также зубья ножовки и режущая кромка зубила).
Рис. 4. Формы насечек напильников: а — одинарная; б — двойная; в — рашпильная
3. По числу зубьев на 10 мм длиныпромышленность выпускает напильники шести номеров — 0, 1, 2, 3, 4, 5. Напильники номер 0 и 1 — драчёвые — имеют крупную насечку: 5...12 зубьев на 10 мм длины. Их применяют для грубой обработки. Толщина снимаемого слоя металла за один ход драчёвого напильника 0,2...0,5 мм (рис. 5, в).
Напильники номер 2 и 3 — личные — имеют среднюю насечку: 13...26 зубьев на 10 мм длины. Этими напильниками работают, когда основной слой металла уже снят драчёвым напильником. Толщина снимаемого слоя металла за один ход личного напильника 0,1...0,3 мм (рис. 5, б).
Напильники номер 4 и 5 — бархатные — имеют насечку 42...80 зубьев на 10 мм длины и применяются для чистовой доводки и шлифования поверхностей. Они снимают слой металла толщиной 0,005...0,01 мм (рис. 5, а).
Рис. 5. Виды напильников: а – бархатный; б – личный; в – драчевый
По длине рабочей части напильники бывают: от 100 до 400 мм. При опиливании выбирают напильник примерно на 150 мм длиннее обрабатываемой заготовки.
При опиливании мелких деталей или зачистке заготовок в труднодоступных местах применяют надфили (рис. 6 и 7). Это небольшие напильники длиной 80 ... 160 мм, толщиной или диаметром 2...3 мм. Надфили имеют насечку 20...112 зубьев на 10 мм длины.
Рис. 6. Надфили
Рис. 7. Виды надфилей: а – схематическое изображение; б – общий вид
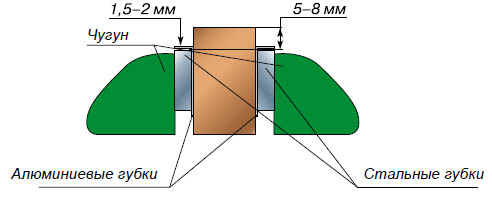
Обработку заготовок из древесных материалов напильниками осуществляют после надежного крепления их в зажимных устройствах. Для этого используют слесарные тиски, струбцины, зажимы столярного верстака и т. п. Чтобы не повредить заготовку при креплении ее в слесарных тисках, между ней и губками тисков размещают прокладки из картона или алюминия (рис. 8).
Рис. 8. Крепление заготовки в слесарных тисках
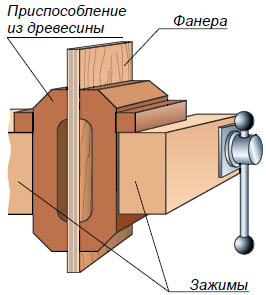
Удобное и надежное крепление заготовки из фанеры или ДВП для их обработки напильниками можно осуществить, используя для этого приспособление, изображенное на рисунке 9.
Рис. 9. Крепление заготовки в приспособлении
Важное значение при работе напильниками имеет правильная организация рабочего места. В первую очередь, следует отрегулировать высоту кишки верстака. Вспомни, как это сделать на комбинированном верстаке и на столярном.
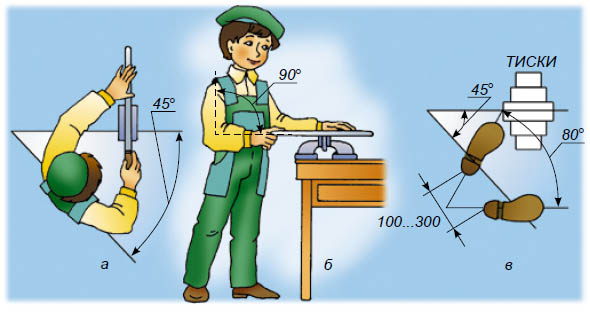
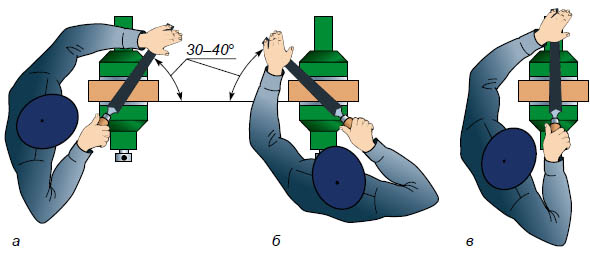
При креплении заготовки в слесарных тисках рабочее место должно соответствовать росту работающего. Туловище работающего при этом должно быть размещено в пол-оборота к закрепленной для обработки заготовке, а ступни ног – находиться на расстоянии 20...30 см одна от другой (рис. 10).
Рис. 10. Положение при опиливании: а – туловища; б – корпуса тела человека; в – ступней ног
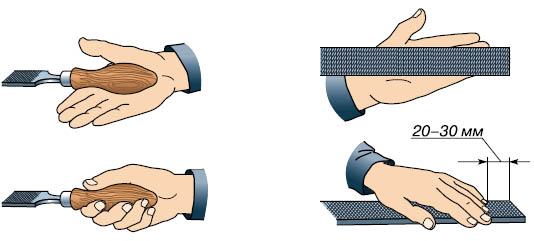
Рабочая поза при опиливании такая же, как и при зачистке заготовок. Закругленная часть ручки напильника должна упираться в ладонь правой руки. Левую руку кладут сверху на носок напильника, отступив от края 20...30 мм.
Напильник берут в правую руку так, чтобы большой палец лежал сверху вдоль ручки, а ладонь упиралась в ее конец. Остальными пальцами поддерживают ручку снизу. Ладонь левой руки кладут на конец напильника (рис. 11).
Рис. 11. Положение правой и левой руки при опиливании
При опиливании параллельных плоскостей сначала обрабатывают одну плоскость, которую принимают за базовую. Затем размечают положение другой плоскости и опиливают её.
При обработке заготовок следует время от времени изменять направление движения напильника. Например, после применения поперечного опиливания (рис. 12, а), позволяющего снимать большие припуски, применяют продольное опиливание (рис. 12, б), которое обеспечивает прямолинейность обрабатываемой плоскости.
Рис. 12. Приёмы рпиливания заготовок: а — поперечное; 6 — продольное; в — круговое; г — перекрёстным штрихом
Круговое опиливание (рис. 12, в) применяют для снятия небольших припусков при окончательной отделке поверхности.
Можно опиливать заготовку косым штрихом слева направо, затем поперечным и в завершение косым штрихом справа налево. Эта обработка называется опиливанием перекрёстным штрихом (рис. 12, г).
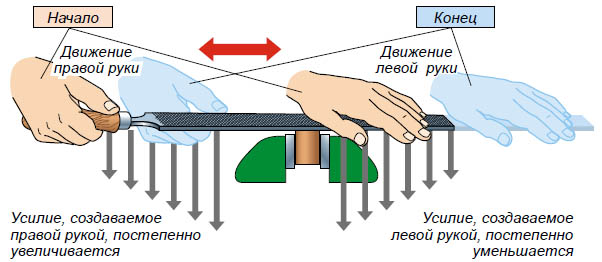
При опиливании следует придерживаться координации усилий давления на напильник. Нужно следить за правильным увеличением давления правой руки на напильник во время рабочего движения при одновременном уменьшении давления левой руки. Движение напильника должно быть горизонтальным, поэтому давление на ручку и носок напильника должно изменяться в процессе рабочего движения. Прижимать напильник к обрабатываемой поверхности необходимо только при рабочем ходе («от себя»). При обратном движении не следует отрывать напильник от поверхности заготовки (рис. 13).
Рис. 13. Распределение усилий правой и левой руки при опиливании
При опиливании заготовок из сортового проката необходимо строго соблюдать правила безопасной работы. Они такие же, как при зачистке деталей из тонколистового металла и проволоки.
При опиливании заготовки из пластмассы драчёвые напильники и напильники с рашпильной насечкой, как правило, не применяют. Предварительное опиливание ведут личными напильниками, а окончательную доводку выполняют бархатными. Мелкие элементы заготовки обрабатывают надфилями.
Работая напильником в одном направлении, трудно получить правильную и чистую поверхность. Поэтому направление движения напильника, а следовательно, и его штрихов (следов) на обрабатываемой поверхности должно изменяться (рис. 14).
Рис.14. Способы опиливания: а – слева направо; б – справа налево; в – прямо
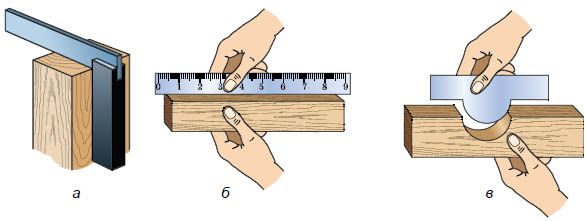
Только при этом условии качество опиливания поверхности изделия будет высоким. Правильность опиливания поверхностей проверяют с помощью угольника, линейки, контрольных линеек и шаблонов на «просветление» (рис. 15).
Рис. 15. Контроль качества обработанной поверхности «на просветление»: а – угольником; б – линейкой; в – шаблоном
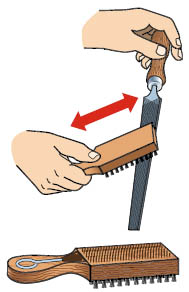
При опиливании фанеры и ДВП насечка напильников быстро забивается отходами. Рабочую поверхность таких напильников очищают специальной металлической щеткой - карчеткой (корд-щёткой), двигая ее вдоль нанесенных на напильник насечек (рис. 16).
Рис. 16. Очистка напильника металлической щеткой
Более качественную обработку поверхности и подготовку ее к отделке производят шлифовальными шкурками.
Правила безопасного труда при опиливании заготовок из древесных материалов:
1. Необходимо правильно организовывать рабочее место.
2. Пользоваться лишь исправным инструментом и приспособлениями.
3. Заготовку нужно надёжно закреплять в тисках.
4. Ручка должна быть крепко насажена на хвостовик напильника. Запрещается работать напильником без ручки, с расколотой ручкой или без кольца на ручке.Она не должна иметь трещин, сколов, а кольцо должно крепко держаться на ручке.
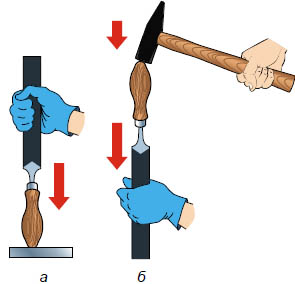
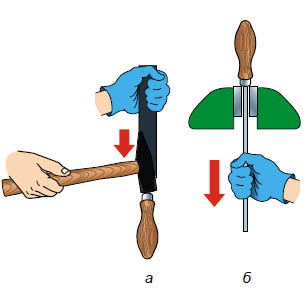
5. Крепить ручку на хвостовике следует так, как показано на рисунке 17, а и б.
Рис. 17. Закрепление ручки на напильнике
6. Снимать ручку с напильника нужно так, как показано на рисунке 18, а и б.
Рис. 18. Снятие ручки с напильника
7. При опиливании нужно следить, чтобы пальцы рук не попадали в промежуток между инструментом и обрабатываемой заготовкой.
8. Нельзя поджимать пальцы нерабочей руки под носик напильника, так как при холостом ходе (при движении назад) можно задеть заготовку и поранить руку.
9. Необходимо быть внимательным, не отвлекаться во время работы.
10. Нельзя проверять пальцами качество опиливаемой поверхности.
11. Нельзя дотрагиваться до острых кромок и металлических заусенцев.
12. Опилки и другие отходы убирать специальной щеткой-смёткой. Запрещается сдувать их или сметать рукой.
13. Закончив работу, следует очистить напильник корд-щёткой, убрать рабочее место щёткой-смёткой.
Практическая работа "Опиливание заготовок из металла и пластмасс"
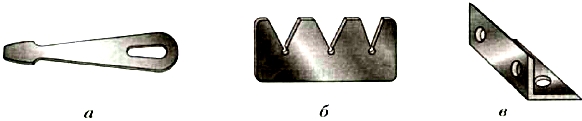
Выправьте на правильной плите одну из вырубленных заготовок деталей: отвёртки (см. рис. 19, а), шаблона (см. рис. 19, б)
Рис. 19. Изделия из сортового проката: а — отвёртка; 6 — шаблон для контроля углов: в — крепёжный уголок
Надёжно закрепите металлическую заготовку в тисках и опилите её наружные поверхности.
Выберите напильники нужного профиля и обработайте фигурное отверстие одной из деталей.
Опилите наружные поверхности пластмассового корпуса вешалки-крючка (см. рис. 20) или пластмассовой детали своего творческого проекта.
Рис. 20. Вешалка-крючок
Проверьте с помощью линейки, слесарного угольника и штангенциркуля качество полученных поверхностей.
Новые слова и понятия
Опиливание; напильники (драчёвые, личные и бархатные); надфиль, карчетка.
Проверяем свои знания
Какие бывают напильники в зависимости от формы поперечного сечения?





.jpg)